
| Features:
| BLUEDIAMOND® condensate pumps are based on a revolutionary patented rotary diaphragm pumping principle. Proven in service for over 20 years on applications including vending and sampling. The principle overcomes problems such as contaminated valves, stuck pistons, split tubes and noisy gearboxes.
The BLUEDIAMOND® range offers a new approach to efficiently, quietly and reliably remove large quantities of condensate.
Originally founded and trading as Charles Austen Pumps Ltd, BLUEDIAMOND® has been manufacturing pumps for almost three quarters of a century. All of our products are designed, tooled, developed and manufactured in house, meeting our strict approach to quality, stemming from our UK heritage and wide skill base.
|

|
Modular power supply design allowing express installation, by simplifying the fiddle cable routing process.
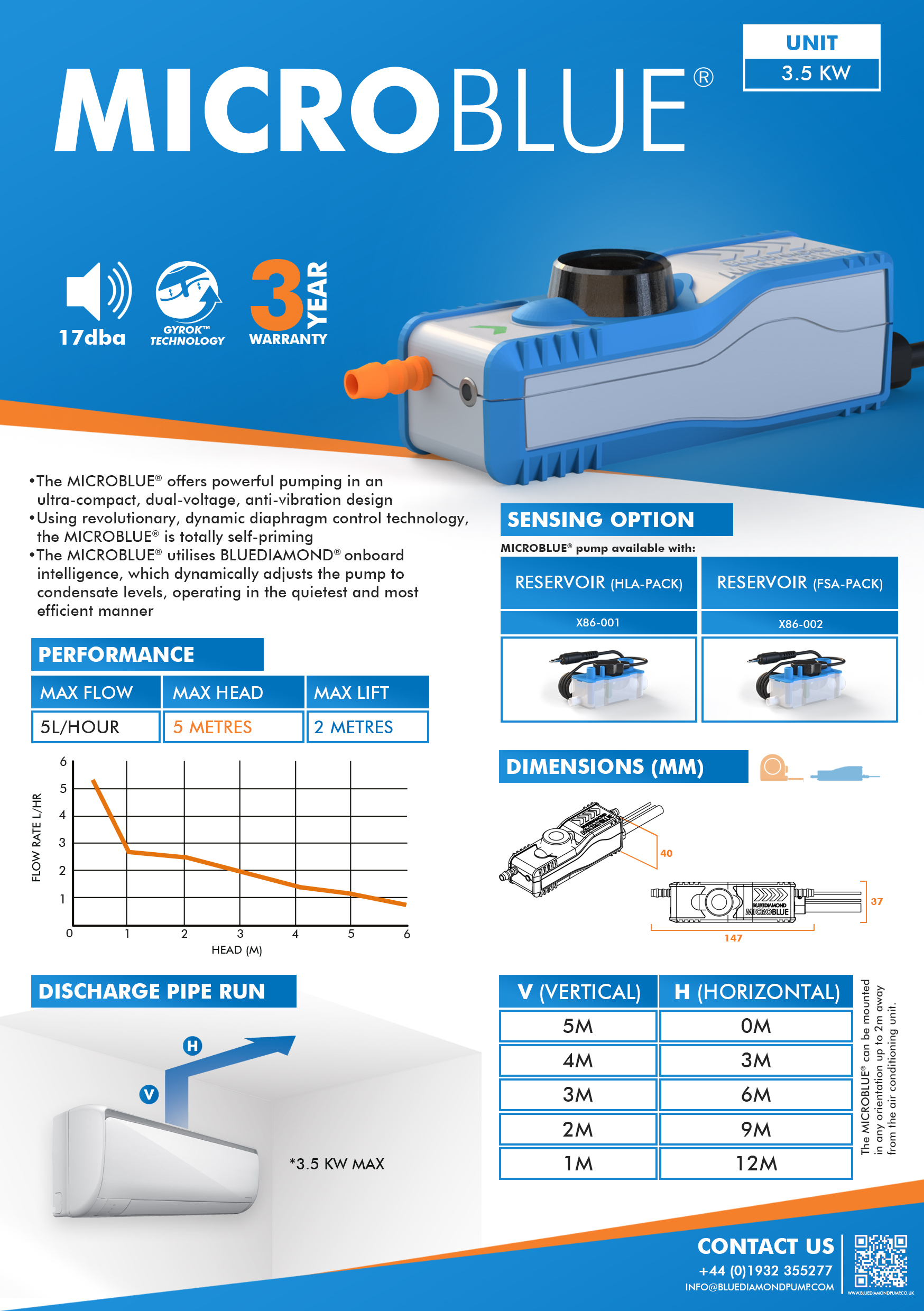
The MICROBLUE® is a silent running pump and can also be mounted in any orientation up to 2m away from the air conditioning unit whilst operating both wet and dry continuously.
The MICROBLUE® can also remove sediment/debris with no need of filters or regular servicing intervals.
|
The MICROBLUE® offers powerful pumping in an ultra-compact, dual voltage, anti-vibration design using revolutionary dynamic diaphragm control technology.
The MICROBLUE® is totally self-priming and utilises BLUEDIAMOND® on board intelligence, which dynamically adjust the pump to condensate levels, operating in the quietest and the most efficient manner.
The MICROBLUE® is a dual voltage pump which uses proven thermistor level sensing technology to remove the risk of stuck or sunken float switches.
Smooth flow rate from the MICROBLUE® eliminates the necessity for any pulsating free tubing and silencing devices.
|
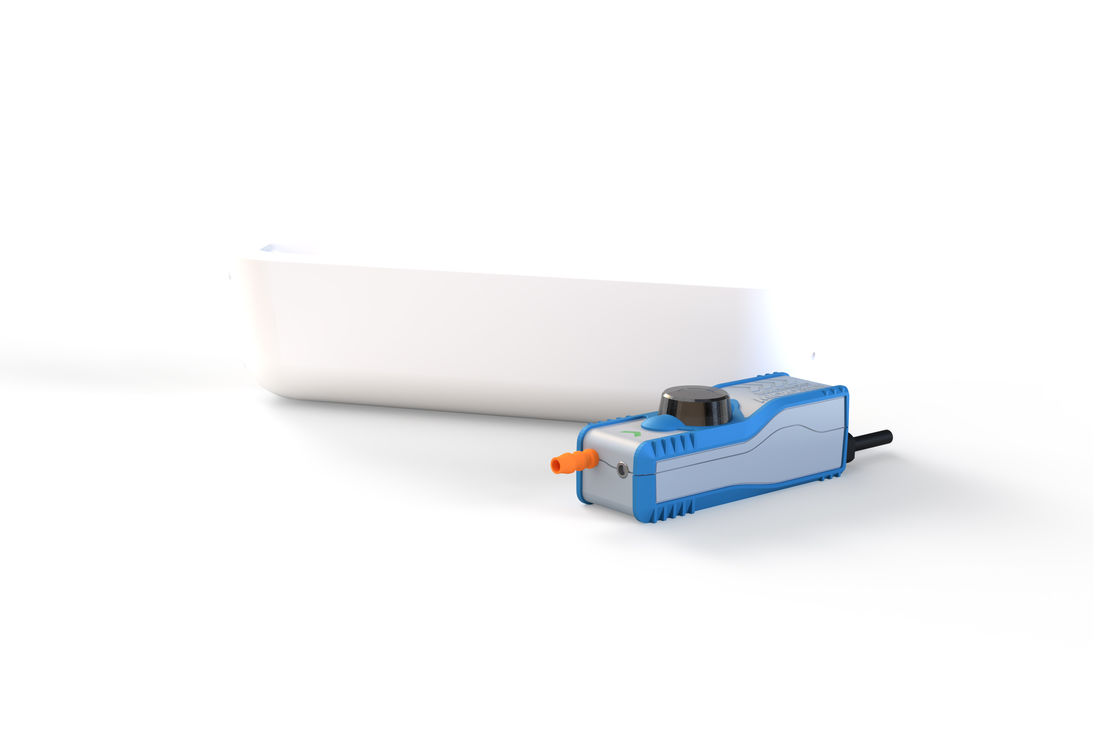
with Reservoir & Ducting Kit
|
|
The MICROBLUE® with reservoir and ducting is one of the tidiest and most discrete ways to install the MICROBLUE®.
Sits nicely alongside any AC unit.
Designed to make installation easy and enable you to access the pump, reservoir and insulated pipework when required.
The kit equipped with all fixtures, fittings and spacers you need.
MicroBlue with Reseivoir & Ducting Data Sheet MicroBlue Installation Intructions |
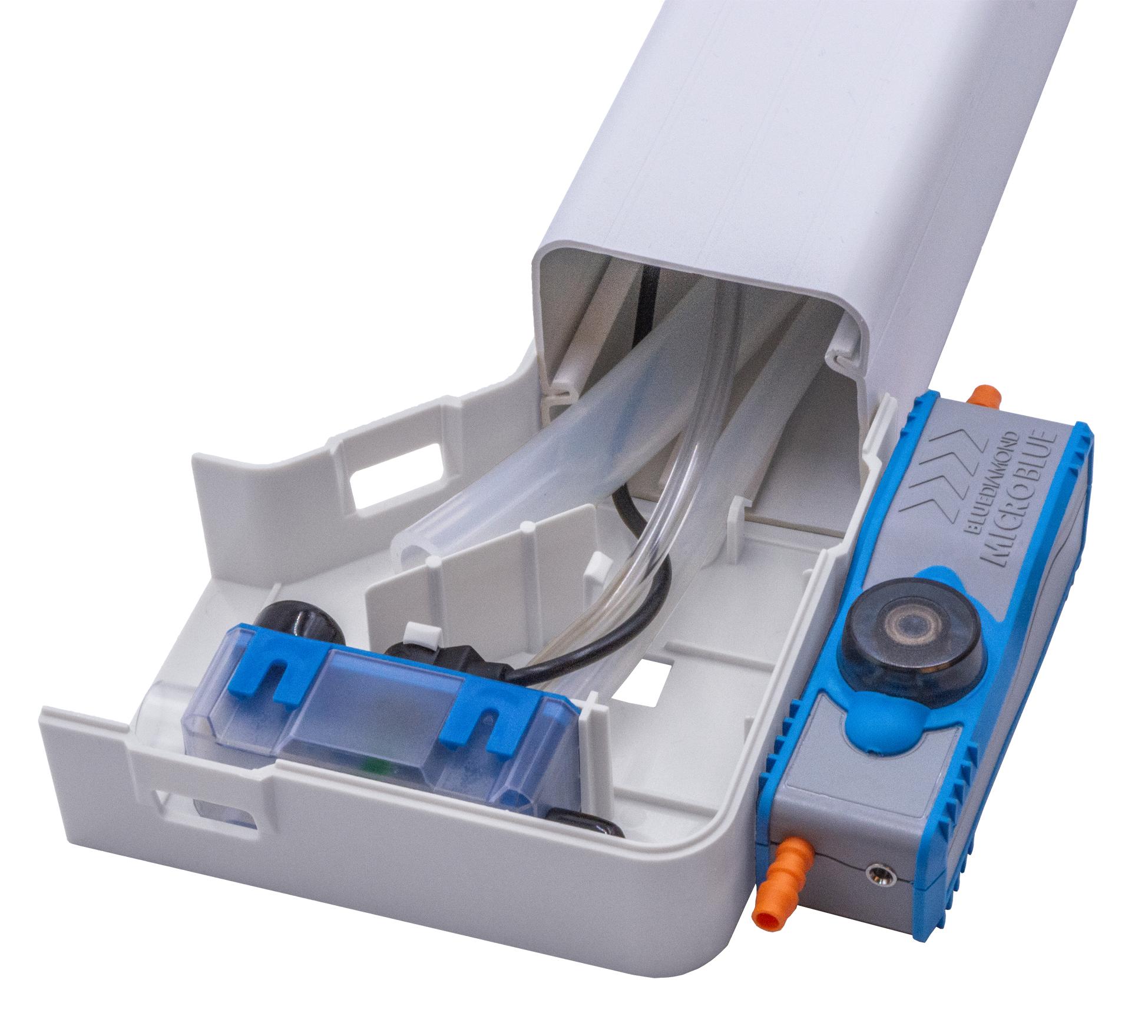
with Slim Fascia Kit & Reservoir
|
|
Specifically assembled to fit the MICROBLUE® condensate pump.
Accommodates the pump and the new clear reservoir.
Hides various cables and tubing at the same time.
Easy to use detachable cover and subtly sits in a slimline body design.
MicroBlue with Slim Fascia Kit & Reseivoir Installation Instructions
|

|
| The MINIBLUE® is able to run either wet or dry.
Whisper quite whilst removing condensate and debris.
Inherently reliable whilst self-priming it gives peristaltic performance at the price of a piston pump.
Small enough to quickly fit, or retro fit
MINIBLUE Installation Instructions
|

|
| The MINBLUE R has been designed to combine performance, reliability and installation flexibility.
Compact enough to mount remotely and incorporate the electronics needed to operate the unique reservoir sensor.
The MINIBLUE R operates only when condensate is present,
MINIBLUE R Installation Instructions
|

|
| The MaxiBlue® is designed for high humidity environments with high performance requirement.
Suited for mid-range AC systems.
Ideal for installations in environments that are both demanding and expensive to access for maintenance.
Benefits from being a small powerful pump that is controlled by our patented sensing technology - only senses when water is present offering an energy efficient drainage solution.
|

|
| The MAXIBLUE PRO is designed specifically for architects and specifiers as a time saving condensate removal package.
Designed to be stress free and simple solution.
The package substitutes multiple components and part numbers into a single part number with assurance on component compatibility.
|

|
| The MEGABLUE® has a slimline, lightweight design and is whisper quiet.
Has the performance to overcome installation challenges and uses the BLUEDIAMOND® revolutionary patented principle.
No cost penalty up front but big savings on installation and in service beyond.
MEGABLUE Installation Instructions
|

|
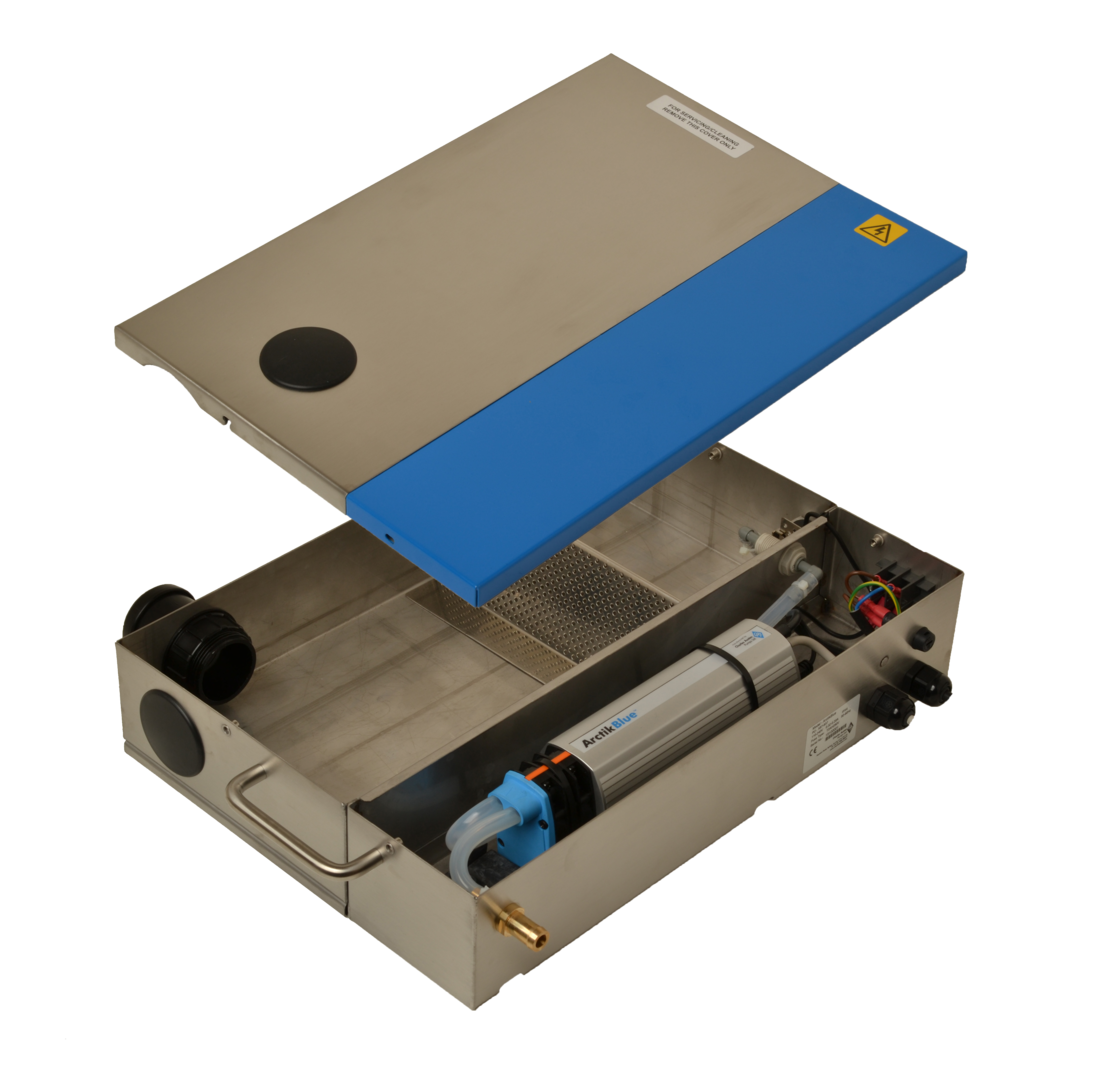
| The ARCTIKBLUE is designed to collect, filter and pump condensate water from refrigeration units during daily operation and defrost cycles.
The rotary diaphragm pump provides a quite reliable and self-priming operation.
Eliminating stuck float switches, the use of the BlueDiamond® thermistor technology quickly and efficiently removes all the condensate from the diary pan, reducing the conditions that allow organic growth to build up and block drains.
With the presence of condensate, this trips the hi-low solid-state level sensors to switch pump on/off.
Pump only runs when condensate is produced with alarm shutting off/on in case of a fault, then restarts when clear.
ARCTIKBLUE Installation Instructions
|
LOWEST PROFILE ON THE MARKET
BLUEDIAMOND has designed, tested and developed its refrigeration pump range to cover a multitude of applications and scenarios. Utilising our established and highly reliable ARCTIKBLUE, the BLUEDIAMOND refrigeration range now has two new additions that have taken the advancements made by the ARCTIKBLUE and reduced the in size.
CAN PUMP SLUDGE & SLIME
A common problem with refrigeration units is the build-up of slime and sludge. What others see as a problem that can be solved by aftermarket cleaning products, our patented design can simply pump and remove that from the system without premature failure.
|
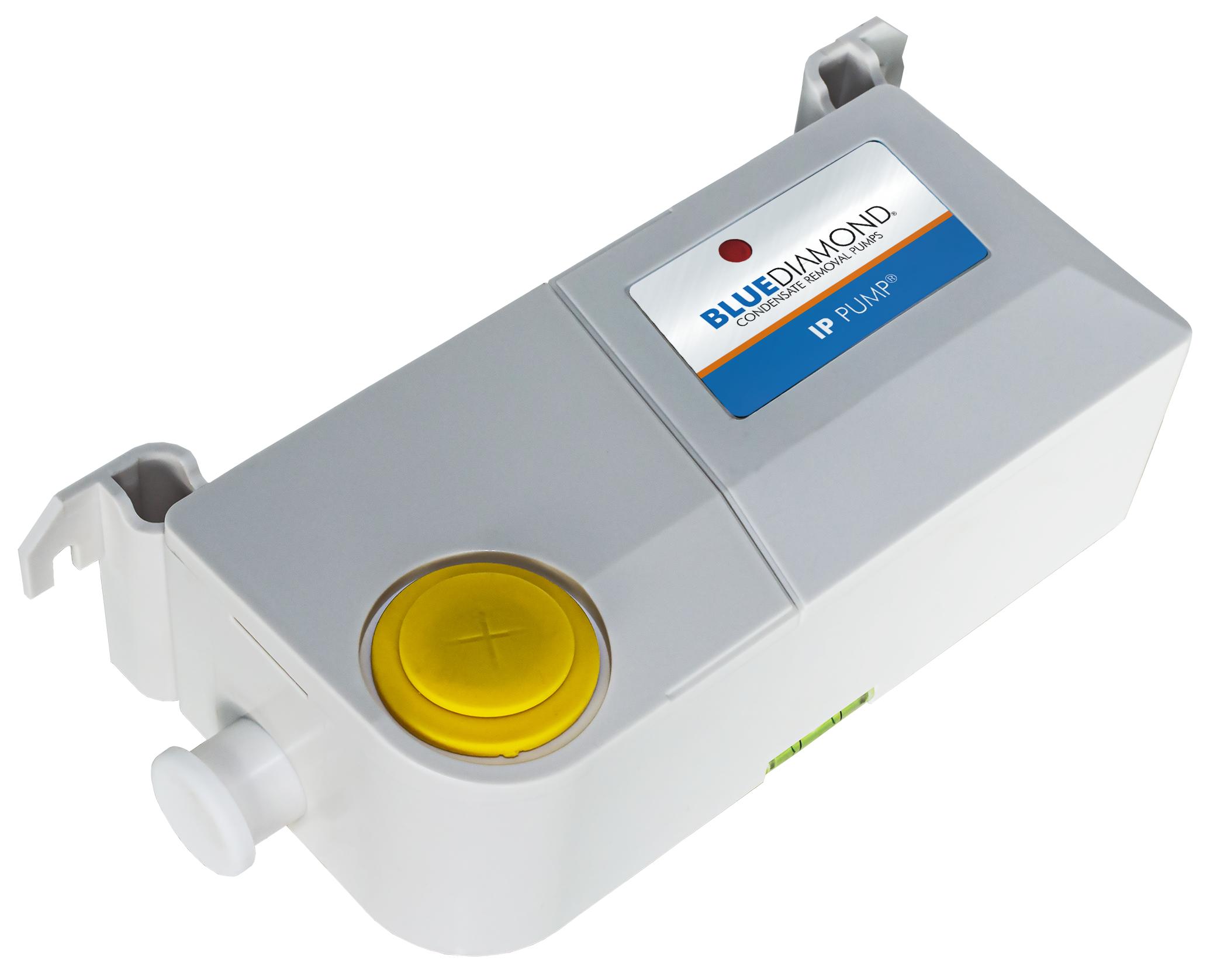
| The IP pump is an IP65 rated condensate pump. designed to be versatile for a variety of mounting locations and environments.
Fully potted electrics allows the IP pump to be mounted directly in the drain pan. Easy to remove drainage points allow for a fast and adaptable install.
Flow rates remain powerful when high lift/head applications are applied. This gives a competitive edge and versatility in every installation.
No servicing, no maintenance, no replacement parts. Nothing! A true fit and forget condensate pump.
IP Pump Installation Instructions
|
Accessories
|
| MULTITANK/ C21 - 014Favoured among architects and design consultants, the MULTITANK can be used with either the MEGABLUE or MAXIBLUE pumps. Allowing installers to manifold a number of fan coil units into the 1.5 litre tank, the MULTITANK offers complete flexibility surrounding any multi-unit installation with up to six condensate lines.
|

|
| 5M EXTENSION CABLE / C13-103The 5-metre extension cable has been designed to fit the entire BLUEDIAMOND range of pumps and sensors. |

|
Fascia Kit Installation Instructions
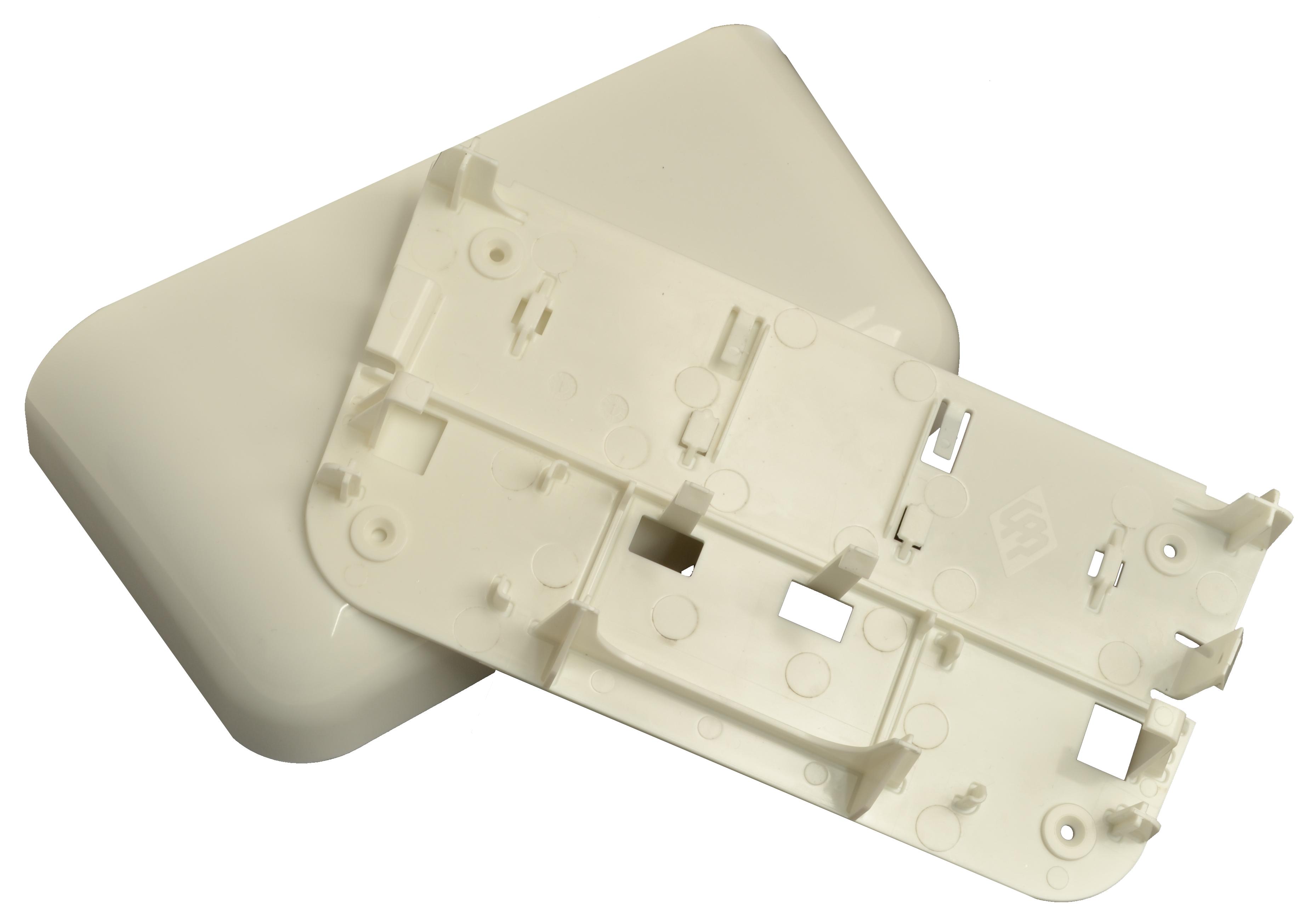
| PURE WHITE FASCIA KIT / T18-016The BLUEDIAMOND Fascia kit has been specially adapted to fit our brand new MICROBLUE condensate pump. It can accommodate the pump and reservoir with the ability to hide various cables and tubing at the same time. The Fascia kit has an easy-to-use detachable cover and can sit nicely under any Air Conditioning Unit. *Pump not included* Ral: 9003 |
|
| MOUNTING FEET / F10 - 011Mounting feet have been specially designed to reduce noise in sound critical applications. They fit the entire BLUEDIAMOND range of pumps. |

|
| STEPPED ADAPTORS / C01-231/226The blue flexible stepped adaptor (C01-231) and the black rigid stepped adaptor (C01- 26) fit various air conditioning manufacturer drain hoses, connecting the BLUEDIAMOND pump and suction line together. 8, 13, 19, 25, 32, 38mm OD steps. |

Sensing Options
|
CR (Continuous Running) Plug P02-048
|
Temperature Sensor S12-002
|
Drain Stik Sensor S12-004 |



|
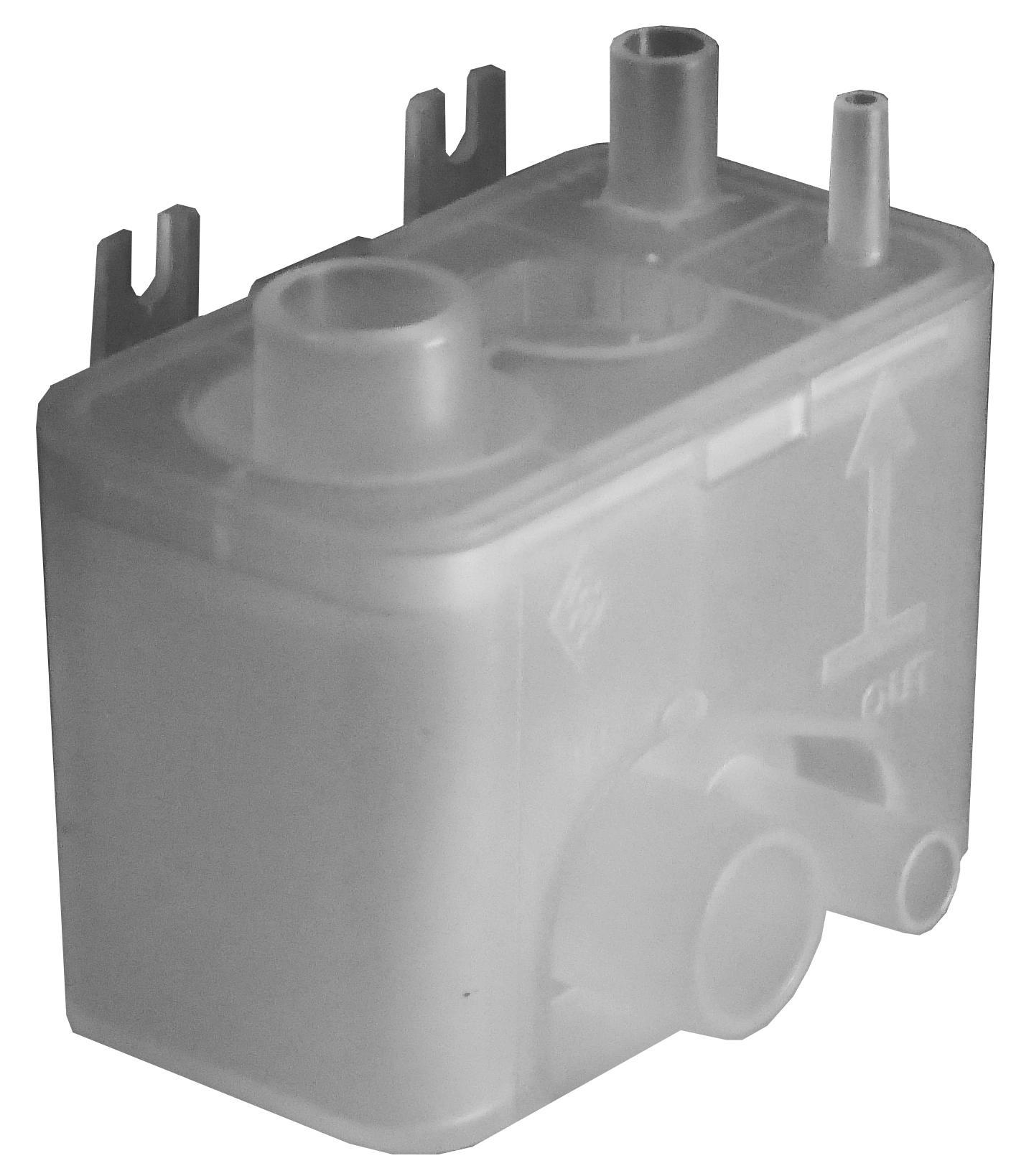
MicroBlue Reservoir C21-001 |
MaxiBlue Reservoir C21-013 |
MegaBlue Reservoir C21-008
|


{kind=link}
{kind=link}
{kind=link}
Reservoir Sensor
With no moving parts the Reservoir Sensor offers a reliable alternative to stuck or sunken float switches. Incorporating our patented and proven thermistor technology the hi-low solid state level sensor only runs the pump when condensate is produced. With no moving parts to become clogged or stuck it is an ideal alternative to existing floating switches.
DrainStik
The patented DrainStik ™ is quick and simple to install or retrofit around any existing installation. The slim line probe, which houses the water sensors and high-level alarm can be directly mounted into the drain tube of all types of equipment.
Temperature Sensor
Hot - Cold thermistors mounted in air inlet and outlet of room unit sensing when cooling occurs. Runs pump constantly when A/C "on" regardless of whether producing condensate. Failsafe circuit inactive.